



携手名铁合作共赢
BETTER FUTURE
| 龙门加工中心主传动系统和滑枕结构优化设计 |
| 卧式加工中心_名铁智能科技(苏州)有限公司 2019-09-02 09:24:01 作者:2017root 来源: 文字大小:[大][中][小] |
数控机床作为现代装备制造业的工作母机,已经成为涉及国民经济命脉、国家安全的重要装备。龙门加工中心是航空航天、船舶、机车车辆、工程机械和纺织等行业不可缺少的主要加工设备之一,随着数控机床技术的不断发展进步,对机床结构的优化设计提出了更高的要求,即在满足机床整体性能的条件下,要逐步提高机床加工、装配的工艺性、可靠性。 本文在对XHT2420龙门加工中心的主传动系统和滑枕结构分析的基础上,将新型的复合碳纤维传动轴应用到主传动系统,从而优化了主传动结构,简化了滑枕内腔结构,提高了主传动系统加工和装配的工艺性、可靠性和经济性。 机床结构 XHT2420龙门加工中心总体结构为由双立柱和固定横梁组成封闭框架、工作台移动的龙门式定梁结构,X、Y、Z三个进给轴联动,工作台移动采用伺服电动机驱动消隙双齿轮、精密齿条机构,在床身上沿直线滚动导轨做X向往复纵向运动,伺服电动机驱动滚珠丝杠副带动拖板沿横梁上的直线滚动导轨做Y向往复横向运动;由伺服电动机驱动滚珠丝杠副带动垂直滑枕上的镗铣头做Z向往复运动。 机床主轴配置了五面加工头,采用了立卧组合主轴头,同时具有立式和卧式主轴,恒温冷却,主轴自动完成5°×72mm转位, 主轴立卧换刀由电气、液压和气动共同配合完成60把链条刀库的全自动换刀。零件经一次装夹,可以对工件进行五面加工,可完成除安装面外其余各面及孔系的加工,确保被加工零件的各面、孔之间的加工精度,适用于多种板类、箱体类和机架类零件的数控加工,一次装夹可以对工件进行镗、铣、钻、铰和攻螺纹等各项操作。机床主体结构布置如图1所示。 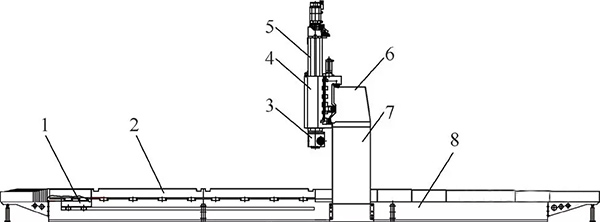 图1 XHT2420机床主体结构布置图 1.工作台进给机构 2.工作台 3.立卧镗铣头 4.横梁拖板进给系统 5.滑枕主传动机构 6.横梁 7.立柱 8.床身 XHT2420的主要技术参数为:主轴功率22/26kW,主轴扭矩560N·m,主轴转速200~3 500r/min,工作台尺寸2m×6m,滑枕镗铣头行程(Z向)1 000mm,三坐标最大移动速度12m/min。 机床原滑枕主传动设计及分析 滑枕主传动部件是影响龙门五面加工中心整机切削性能、强度、刚性和热平衡的关键部件。滑枕是主传动部件的关键零件,其结构与工艺性将直接影响主传动部件的性能,其作用是把主轴电机和主轴连接起来并作Z向进给运动,在机床加工过程中,滑枕既要承担自身的质量,还要承受主电机及减速箱的质量,为了实现机床快速平稳地运动,滑枕必须保持很好的动态特性。 (1)原滑枕主传动设计及工艺性分析。如图2所示为龙门加工中心原滑枕主传动系统。主轴伺服电动机1与方滑枕镗铣头主传动ZF减速箱2组配,ZF减速箱与滑枕采用分离式设计结构,ZF减速箱置于滑枕顶端,通过两根传动轴5、9和中间花键轴套7及联轴器3、11将ZF减速箱的动力传递给立卧镗铣头主轴12,驱动刀具完成切削运动。 由图2可见,两传动轴5与9必须通过4、6、8、10共4组轴承支撑,滑枕零件传动轴孔多为深轴孔,加工精度特别是平行度、孔距和孔径较难保证,易造成传动链松垮,减弱传动刚性,增大切削噪声。此外,长轴孔不易装配,装配质量稳定性、可靠性不高,影响传动刚性。 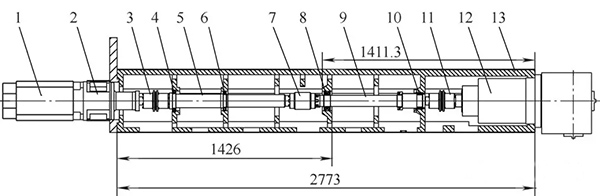 图2 原滑枕主传动设计 1.主电动机 2.ZF减速箱 3、11.联轴器 4、6、8、10.轴承 5.传动轴1 7.花键轴套 9.传动轴2 12.立卧镗铣头 13.滑枕 由此可见,滑枕精密深腔孔的加工和测量是滑枕制造和加工的关键。 (2)原滑枕加工工艺性分析。如图3所示即为龙门加工中心原滑枕零件图,方滑枕尺寸为420mm×420mm×2 773mm,滑枕最大行程Z = 1 0 0 0 m m,腔内轴向共6 个加工孔, 主轴孔φ 360H7, 各孔同轴度要求φ 0.025mm。结构特点是内腔孔比较深,各孔同轴度要求高。尤其是中部的轴承孔,无论从左端还是右端加工,距端面距离分别深达1 426mm和1 411.3mm,加工、测量均很困难。 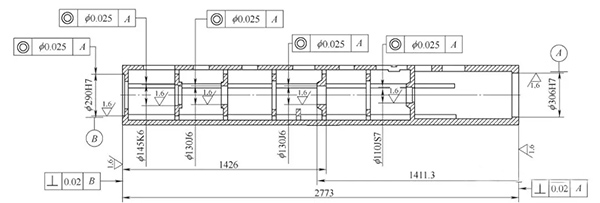 图3 原滑枕零件图 一般滑枕深腔孔有3种主要的加工方法:悬臂镗削法、吊墙导向法和固定式双支撑法。悬臂镗削法:当滑枕深腔孔孔深不大于1 000mm时,可采用主轴单臂悬深的方法进行加工。这种方法的加工刀具方便随时进行调整,而且在操作过程中方便测量和观察,滑枕深腔孔和滑枕两端孔的同轴度主要就是依靠刀杆的刚性和机床的回转精度来保证。 吊墙导向法: 当滑枕深腔孔孔深大于1 000mm时,由于孔深较深,采用单臂悬伸方法无法达到精度要求。通常采用吊墙导向法,这种方法利用滑枕上带有的方窗,窗口朝上,在深孔窗口处安装专用工装——吊墙,在滑枕端孔安装架套,形成双导向的加工方法。用这种加工方法生产的工件同轴度好,但因吊墙(作镗杆的支撑用)是悬挂在滑枕上方,其支承刚性差,切削过程易产生振动且测量不方便。固定式双支撑法:当滑枕的深腔孔孔深大于1 500mm时,一般采取固定式双支撑的方法进行加工。利用滑枕上带有的方窗,窗口朝下,通过镗具将滑枕安装在机床上,前支撑设在工件的前端,后支撑借助工件上的方窗孔设置在工件需要加工的后轴承孔的后端,前后支撑形成双导向,以实现一次装卡分别满足前后孔的加工。在前后支撑之间增加辅助支撑,以克服镗杆的悬伸变形。这种方法加工出来的滑枕同轴度高、质量好,但需要专用镗具,且同样存在操作复杂、测量困难的问题。 由上述分析可知, 原滑枕由于单端孔深大于1 000mm,滑枕精密孔加工不能采用悬臂镗削法,只能采用吊墙导向法或固定式双支撑法。但采用吊墙导向法或固定式双支撑法必须设计制造专用镗具, 操作费时、测量困难。因此,应转换思路,另辟蹊径,从改变滑枕内腔传动结构入手,解决滑枕加工、装配的工艺性问题。 滑枕主传动优化设计 (1)滑枕主传动结构优化改进。如前所述,主轴伺服电动机通过ZF减速箱连接到传动轴,将动力传递给主轴头,传动轴主要是用来将动力源的动力传递给执行机构的,一般都是用钢质材料制成,在中小型机床中能够较好地运行。然而重型机床传动轴的长度和直径一般都比较大,且对扭矩传递能力、抗弯能力、旋转精度以及所能承受的最高转速均有较高要求。一般情况下,在传动轴长度超过1m时,考虑到传动轴因临界转速过低,可能在常用转速区出现共振,常将其分成两段,但两段轴又会带来结构复杂、质量增加、产生噪声和振动并使滑枕内腔轴承孔增多而使得滑枕加工、装配工艺性差等问题。主传动系统设计要克服传统设计中存在的问题,首当其冲的是将制约滑枕结构的传动轴结构形式进行设计更改。 寻找高比强度、高比刚度、密度低、抗疲劳性能和减振性能好的材料来取代钢材,一直是传动轴类机械零件的发展趋势。 目前, 碳纤维增强复合材料在传动轴中的使用日益广泛,它具有的各种优异性能也日益凸现。与传统的金属传动轴相比,具有轻质高效、低振动、低噪声、易维修及节约能源等特点。这给机床传动轴的设计提供了全新的契机,从而提出了碳纤维增强复合材料机床传动轴的设计思想。 碳纤维增强复合材料在传动轴机械零件中具有广泛的用途。如图4所示即为采用碳纤维复合材料传动轴、使原来的传动轴结构简化后的滑枕主传动设计。 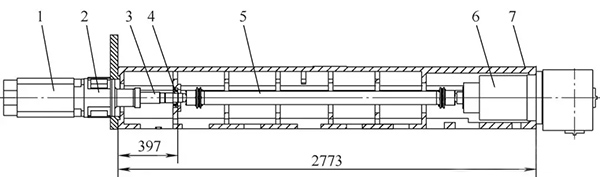 图4 滑枕主传动设计 1.主电动机 2.ZF减速箱 3.过渡联接轴 4.轴承 5.碳纤维复合材料传动轴 6.立卧镗铣头 7.滑枕 主轴伺服电动机1与方滑枕镗铣头主传动ZF减速箱2组配,通过联接轴3及碳纤维复合材料传动轴5及其左、右两端的联轴器将ZF减速箱的动力传递给立卧镗铣头主轴6。 改进后的滑枕主传动结构与原传动结构相比,极大地简化了滑枕的内腔结构,由于碳纤维复合材料传动轴可提高转轴的振动固有频率以及最低临界转速,降低系统能量损失,提高抗振性能,故使用碳纤维轴的优点主要体现在长的传动轴系上。换言之,轴承之间的距离可设计的比较长,长轴系上通常不需要布置轴承,这样就简化了传动结构,由原来滑枕内腔的4个轴承孔简化为左端的1个轴承孔,同时简化了滑枕内腔的结构,并显著减轻了传动轴的质量。和原钢质轴相比较,碳纤维轴的质量明显减轻了约70%(包括复合管端部必要的金属部件)。 (2)碳纤维管传动轴结构形式及扭矩校核。图4中碳纤维管传动轴5可以选用市场上成熟的商品化产品即碳纤维管传动轴,其结构形式如图5所示。中间管为碳纤维复合材料制成,与两端法兰轴套件通过粘结工艺连接并在径向用螺丝锁紧,两端加装柔性连接装置即特殊型钢片式联轴器。选用的碳纤维管传动轴主要参数如下:额定扭矩2 500N·m,最高转速4 000r/min。联轴器额定扭矩校核TKN≥TN·SB·St·SR其中, T K N为联轴器额定扭矩(N·m),已知为2 500N·m;TN为机床输出扭矩(N·m),已知为560N·m;SB为工作系数,机床工具机取2;St为温度系数,工作温度在-30~150℃时取1,本例取1;SR为旋向系数,始终一个旋转向取1,正反转取1.7,本例取1.7。  图5 碳纤维管传动轴 将上述各参数带入额定扭矩校核公式,得TKN≥1 904N·m,且允许最高转速4 000r/min,大于机床最高转速3 500r/min。因此,所选用的碳纤维管传动轴符合机床传动要求。 (3)优化设计滑枕的加工工艺性分析。经结构优化设计的滑枕如图6所示,原滑枕内腔有4个轴承孔,加工和安装时需同时考虑四个孔的同轴度,给加工及装配带来极大的困难。特别是滑枕中间位置上的轴承孔加工更是难中之难。现在只保留滑枕左端内腔1个轴承孔,距左端面孔深只有416mm,这样就可以采用悬臂镗削法对滑枕孔系进行加工。首先加工左端孔,然后工作台回转180°,找正工件导轨面精度不大于0.01mm/1 500mm,镗主轴孔。采用悬臂镗削法,加工过程辅助时间少、测量方便,完全可满足零件的精度要求。 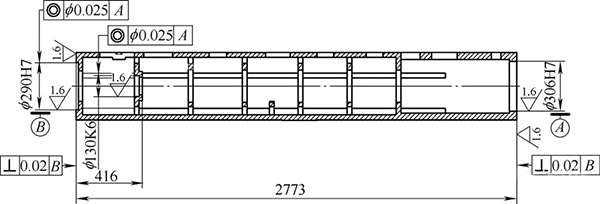 图6 改进后滑枕零件图 结语 滑枕是龙门加工中心的重要结构件,其结构设计优劣决定机床的工作稳定性和精度稳定性,尤其是其主要孔系的加工,是滑枕的主要加工部位, 加工难度大、加工精度要求较高,通过对滑枕主传动系统进行优化设计,采用新材料碳纤维复合材料管传动轴,去掉滑枕内腔的3个轴承孔,使原有深孔加工简化为一般孔系加工。使整个传动系统易于提高加工和安装精度,大大降低了加工难度和生产成本,提高了工艺性能。通过生产实践验证,加工效率与加工精度都完全满足生产需求,取得了良好的效益。 |
186 0144 3474
135 6651 9521
 名铁智能科技(苏州)有限公司位于苏州市吴中区吴中大道5055号,东出中环西线东山入口,北靠沪常高速东山出口,紧邻国家4A级景区太湖国家湿地公园周围环境优美交通便利。我们是一家专业从事数控机床设计、生产、销售于一体的专业厂家。公司主要生产的产品有各类数控龙门加工中心、立式及卧式加工中心、高速钻孔攻牙机、高速雕铣机、等系列产品。
名铁智能科技(苏州)有限公司位于苏州市吴中区吴中大道5055号,东出中环西线东山入口,北靠沪常高速东山出口,紧邻国家4A级景区太湖国家湿地公园周围环境优美交通便利。我们是一家专业从事数控机床设计、生产、销售于一体的专业厂家。公司主要生产的产品有各类数控龙门加工中心、立式及卧式加工中心、高速钻孔攻牙机、高速雕铣机、等系列产品。

 苏公网安备 32050602011009号
苏公网安备 32050602011009号