



携手名铁合作共赢
BETTER FUTURE
| 加工中心刀库安装方法 |
| 卧式加工中心_名铁智能科技(苏州)有限公司 2019-09-24 09:28:35 作者:2017root 来源: 文字大小:[大][中][小] |
 对加工任务要求的日益提高,所需的刀具数量往往也会逐步增加,所需的刀具数量往往也会逐步增加,或者在大批量加工任务中,会用到一些相仿的刀具,以实现自动化操作的作业流程。在此情况下,对机床设备或加工中心就需要重新投资,以提高刀库中的刀具数量,否则就需要在主轴和内部刀库之间采取手动换刀,但是这种方式往往会影响生产效率。  1 刀库底盘底面与机床X、Y向移动的平行度≤0.1mm。 2 刀盘偏心轮定位孔同心,进退活动无阻尼。 3 刀库活塞杆与定位孔同心,进退自如。 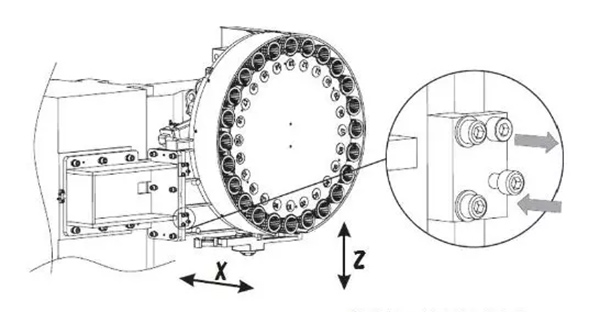 4 刀盘进退的极限位置无强烈撞击。 5 刀具座中心与主轴锥孔中心同心度用专用工具检测,芯棒能塞入。 6 刀盘转动后任一换刀位置,主轴定位键在X方向处于刀具座定位槽中间,偏中心不超过0.2mm。 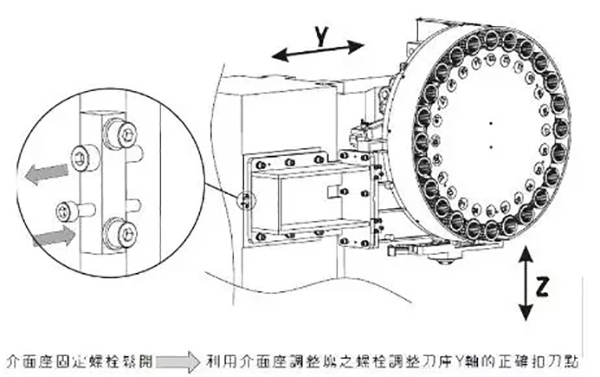 7 主轴夹紧、放松到位时,其状态检测开关紧。 8 气动压力检测开关压力不得低于4kgf/c㎡。 9 转动刀盘,检查刀库技术开关是否紧固有效。 10 在刀库上安装一清洁标准刀柄,检查空刀位检测开关是否可靠有效。 11 主轴装卸标准刀柄轻松无阻滞。 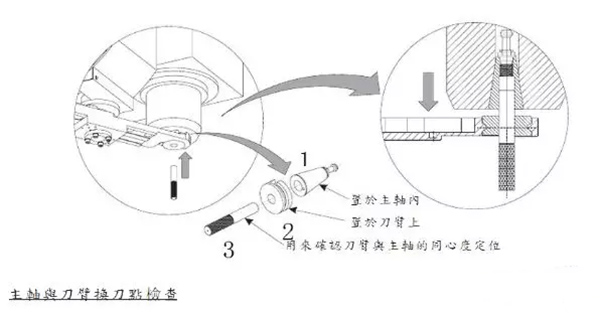 12 调整气缸压力螺钉,使拉杆行程在气缸行程内,压刀量为0.3~0.5mm。 13 刀套侧刀动作一致,平稳正常,无停限延时记录。 14 准停位置 15 手动单步执行换刀程序,应正确可靠 16 主轴夹紧、放松开关是否紧固,主轴拉爪螺钉是否松动。 17 检查打刀缸电磁阀线圈按要求加弹圈并紧固。 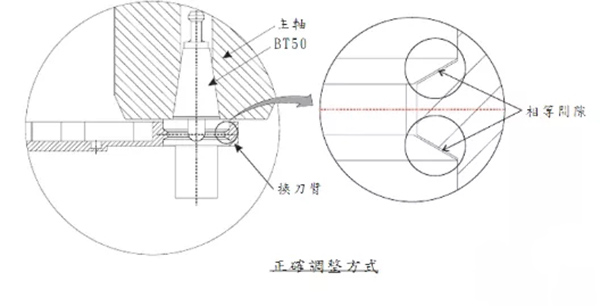 |
186 0144 3474
135 6651 9521
 名铁智能科技(苏州)有限公司位于苏州市吴中区吴中大道5055号,东出中环西线东山入口,北靠沪常高速东山出口,紧邻国家4A级景区太湖国家湿地公园周围环境优美交通便利。我们是一家专业从事数控机床设计、生产、销售于一体的专业厂家。公司主要生产的产品有各类数控龙门加工中心、立式及卧式加工中心、高速钻孔攻牙机、高速雕铣机、等系列产品。
名铁智能科技(苏州)有限公司位于苏州市吴中区吴中大道5055号,东出中环西线东山入口,北靠沪常高速东山出口,紧邻国家4A级景区太湖国家湿地公园周围环境优美交通便利。我们是一家专业从事数控机床设计、生产、销售于一体的专业厂家。公司主要生产的产品有各类数控龙门加工中心、立式及卧式加工中心、高速钻孔攻牙机、高速雕铣机、等系列产品。

 苏公网安备 32050602011009号
苏公网安备 32050602011009号